歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860








貨架焊管成型過(guò)程大致分為3個(gè)階段:粗成型段、中間過(guò)渡階段和精成型階段,它們的共性都是“橢圓一圓”的原理,貨架焊管廠(chǎng)家,而造成孔型系統變形花的原因為千差萬(wàn)別,主要在條件的不同,有邊緣彎曲法、圓周彎曲法、中心彎曲法等經(jīng)典的方法以及后來(lái)派生出來(lái)的單半徑、雙半徑、“w”成型法等。
輥式成型及排輥成型變形花都是收縮式,其橢圓斷面長(cháng)徑處于橫向。
貨架焊管常用材質(zhì)為:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。焊接鋼管采用的坯料是鋼板或帶鋼,貨架焊管報價(jià),因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動(dòng)電弧焊管。因其焊接形式的不同分為直縫焊管和螺旋焊管兩種。因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。貨架焊管因其材質(zhì)和用途不同而分為如下若干品種:GB/T3091-2008(低壓流體輸送用焊接鋼管):主要用于輸送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其它用途管。
貨架焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)校率高,品種規格多,設備資少,但一般強度低于無(wú)縫鋼管。隨著(zhù)帶鋼連軋生產(chǎn)的迅速發(fā)展以及焊接和檢驗技術(shù)的進(jìn)步,焊縫質(zhì)量不斷提高,焊接鋼管的品種規格日益增多,并在越來(lái)越多的領(lǐng)域代替了無(wú)縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)校率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的貨架焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的貨架焊管。但是與相同長(cháng)度的直縫管相比,焊縫長(cháng)度增加30~,南京貨架焊管,而且生產(chǎn)速度較低。因此,貨架焊管生產(chǎn)廠(chǎng)家,較小口徑的貨架焊管大都采用直縫焊,大口徑貨架焊管則大多采用螺旋焊。
直縫焊管,用熱軋或冷軋鋼板或鋼帶卷焊制成的鋼管在焊接設備上進(jìn)行直縫焊接得到的管子都叫直縫焊管。(由于鋼管的焊接處成一條直線(xiàn)故而得名)。
產(chǎn)品廣泛應用于自來(lái)水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農業(yè)灌溉、城市建設,是我國開(kāi)發(fā)的二十個(gè)重點(diǎn)產(chǎn)品之一。作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣。作結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等。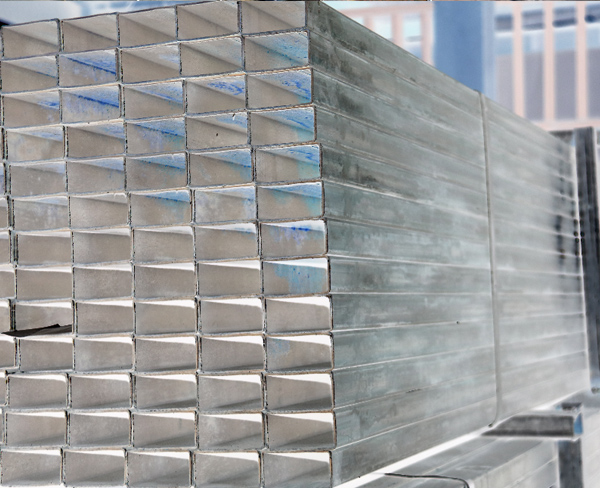

直縫高頻貨架焊管(ERW)則是將熱軋卷板經(jīng)過(guò)成型機成型后,利用高頻電流的集膚效應和鄰近效應,使管坯邊緣加熱熔化,在擠壓輥的作用下進(jìn)行壓力焊接來(lái)實(shí)現生產(chǎn)的。
焊接鋼管也稱(chēng)焊管,是用鋼板或帶鋼經(jīng)過(guò)卷曲成型后焊接制成的鋼管。焊接鋼管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)校率高,品種規格多,設備資少,但一般強度低于無(wú)縫鋼管。
20世紀30年代以來(lái),隨著(zhù)優(yōu)良帶鋼連軋生產(chǎn)的迅速發(fā)展以及焊接和檢驗技術(shù)的進(jìn)步,焊縫質(zhì)量不斷提升,焊接鋼管的品種規格日益增多,并在越來(lái)越多的領(lǐng)域代替了無(wú)縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。按生產(chǎn)方法分類(lèi):工藝分類(lèi)-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)校率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長(cháng)度的直縫管相比,焊縫長(cháng)度增加30~100%,而且生產(chǎn)速度較低。

掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com